CHENGDU HUARONG HUIDA NEW MATERIAL CO., LTD.



Graphite electrodes
Graphite electrodes are primarily utilized in the production of steel through electric arc furnaces.
Products DETAILS
Graphite electrodes
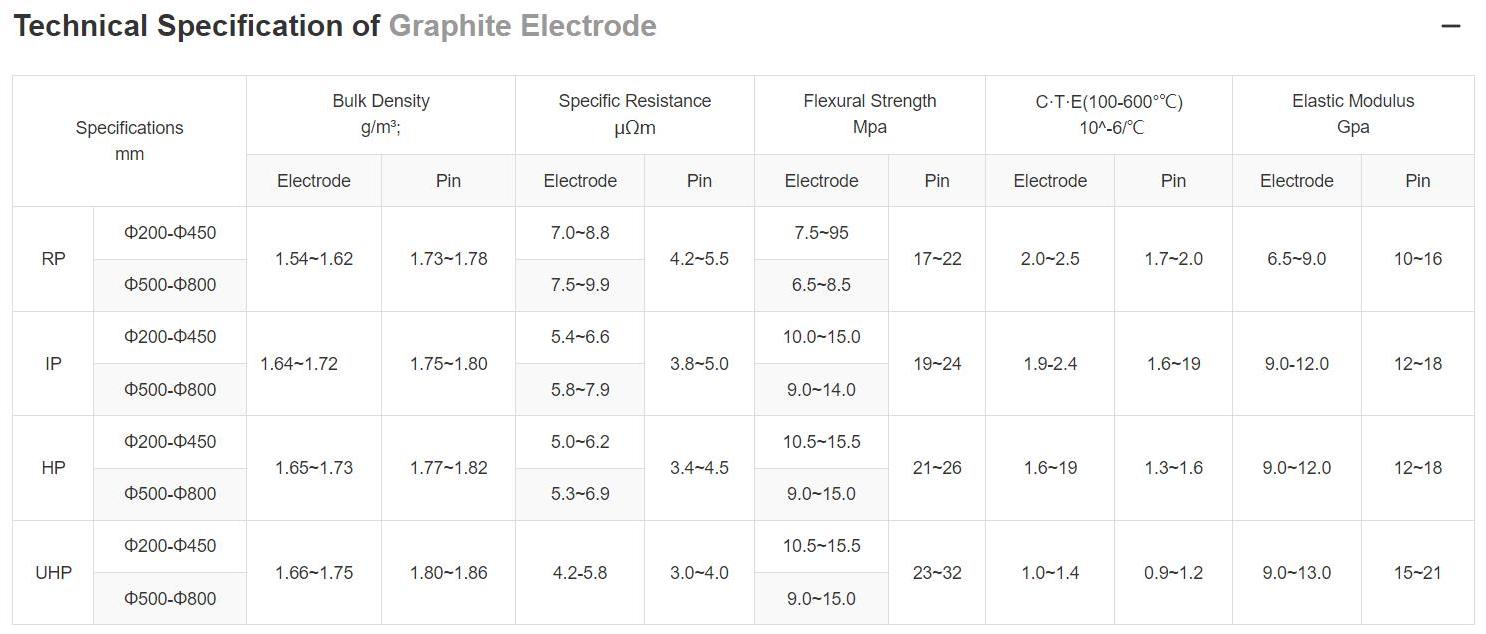
Graphite Electrode is made of mixed petroleum coke and needle coke as raw materials, and coal pitch as binder, to be extruded, baked, impregnated, graphitized and machined to use as conductive material on EAF(Electric Arc Furnace) and LF(Ladle Furnace), and has regular power(RP) impregnated(lP), high power(HP) andultra-high power(UHP)four series.
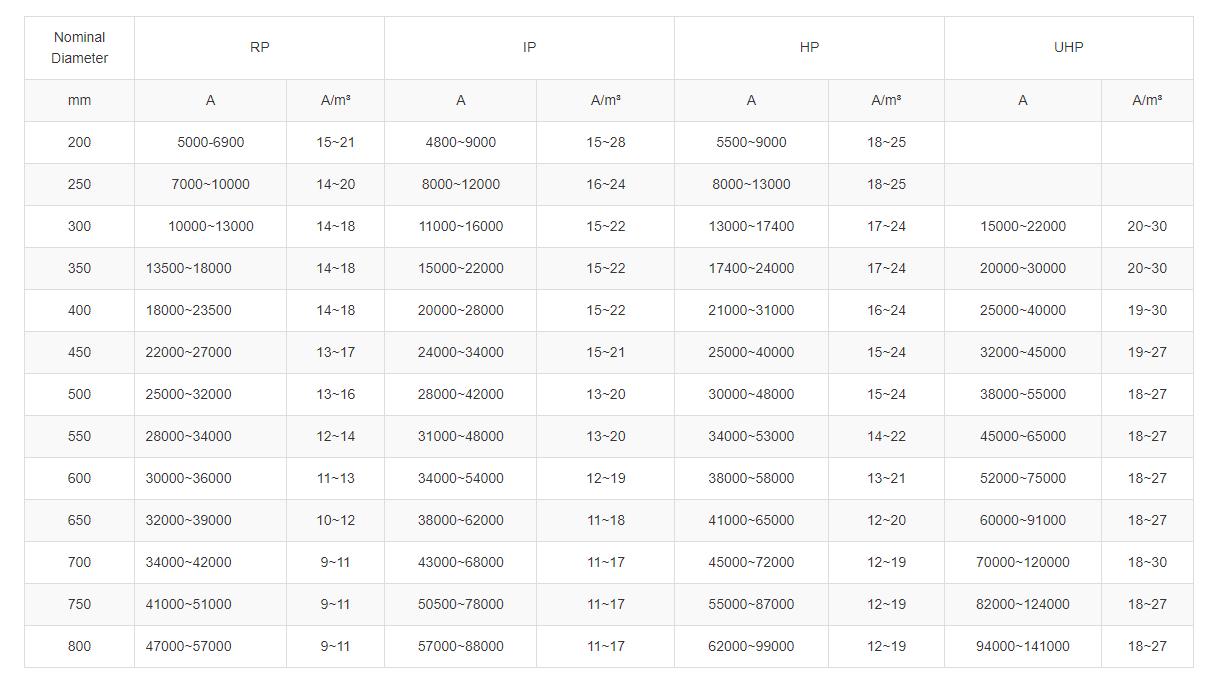
Recommended Current Carrying Capacity of Graphite Electrode
Graphite Electrodes Types
1. Regular Power (RP) Graphite Electrodes - Application: Primarily used in EAFs and ladle furnaces with low power density operations. - Features: - Low current carrying capacity compared to other types. - Designed for operations with lower electrical loads and moderate thermal stress. - Economical option for steelmaking and other processes where high power density is not required. - Current Density: Typically less than 17 A/cm². - Properties: Standard mechanical strength, lower resistance to thermal shock.
2. High Power (HP) Graphite Electrodes - Application: Used in EAFs and ladle furnaces with higher power inputs than RP electrodes. - Features: - Higher current carrying capacity than RP electrodes. - Suitable for processes with higher power levels and greater thermal stress. - Widely used in both steelmaking and other high-temperature industrial applications. - Current Density: Ranges from 18 to 25 A/cm². - Properties: Higher strength and better thermal shock resistance compared to RP electrodes.
3. Super High Power (SHP) Graphite Electrodes - Application: Used in high-power EAFs, particularly in the steelmaking industry. - Features: - Designed to handle higher power levels and more intense thermal conditions than HP electrodes. - Suitable for operations requiring higher efficiency and performance. - Less common than RP and HP but essential for specific high-demand applications. - Current Density: Between 25 to 30 A/cm². - Properties: Enhanced mechanical strength and excellent thermal conductivity.
4. Ultra High Power (UHP) Graphite Electrodes - Application: Essential for ultra-high power EAFs and processes that demand the highest efficiency and power density. - Features: - The highest current carrying capacity among all types. - Designed for very high power levels and extreme thermal conditions. - Used in advanced steelmaking processes and industries requiring the utmost electrode performance. - Current Density: Exceeds 30 A/cm². - Properties: Superior mechanical strength, highest thermal conductivity, and resistance to thermal shock and oxidation.
Considerations for Selection - Power Requirements: Choose based on the power density your process demands. - Thermal Stress: Higher grades like UHP are better for processes involving extreme thermal conditions. - Cost Efficiency: While UHP electrodes provide the highest performance, they are also the most expensive. Balance between performance needs and budget constraints is crucial. - Mechanical Strength: Depending on the process, electrodes with higher mechanical strength may be necessary to avoid breakage and ensure longevity. By understanding these types, you can select the appropriate graphite electrode that meets the specific requirements of your industrial application.
Graphite Electrode Applications
Graphite electrodes are primarily utilized in the production of steel through electric arc furnaces. Their high electrical conductivity and ability to withstand extremely high temperatures make them essential for this process. They are also employed in steel refinement and various smelting operations.
1. Electrode Holder Positioning: Ensure the electrode holder is positioned beyond the safety line at the top of the electrode to avoid breakage. Regularly clean the contact surface between the holder and the electrode to maintain optimal connectivity. Prevent water leakage from the holder's cooling jacket.
2. Gap Elimination at Junctions: If there is a gap at the electrode junction, identify the cause and do not use the electrodes until the gap is eliminated.
3. Nipple Bolt Security: If the nipple bolt dislodges during electrode connection, ensure it is properly resecured.
4. Avoiding Tilted Operations: Refrain from operating the electrodes at an angle. Particularly, connected electrode sets should never be laid horizontally to prevent breakage.
5. Material Charging: When adding materials to the furnace, place bulk items at the furnace bottom to minimize their impact on the electrodes.
6. Avoiding Insulation Material Accumulation: During smelting, do not allow large pieces of insulation materials to accumulate at the electrode bottoms, as this can disrupt electrode function or cause breakage.
7. Protecting Electrode Integrity: Take care not to collapse the furnace lid when raising or lowering the electrodes, as this could damage them.
8. Preventing Steel Slag Contamination: Protect the threads of electrodes or nipples stored near the smelting area from steel slag splashes to preserve the precision of the threads.




